 申请试用
申请试用
客户说 | 科华控股数智化转型升级探索
科华控股股份有限公司专业生产汽车涡轮增压器零部件和液压泵阀、工程机械配件,是国家高新技术企业,已成为汽车涡轮增压器零部件国际市场上具有竞争力的供应商之一,产品大量出口北美、南美、欧洲、日本、韩国等地区。

企业情况 行业挑战
科华控股股份有限公司专业生产汽车涡轮增压器零部件和液压泵阀、工程机械配件,是国家高新技术企业,已成为汽车涡轮增压器零部件国际市场上具有竞争力的供应商之一,产品大量出口北美、南美、欧洲、日本、韩国等地区。
公司生产的“涡轮增压器零部件”是发动机的核心部件,有涡轮壳、中间壳和EGR阀等,壳体复杂的形状、极高的尺寸精度和表面质量要求,需要复杂的制造工艺,主要挑战是高精度、耐高温(1000度左右)、高寿命。
公司涉及精密铸造和机加工,因此属于“流程型+离散型”的混合制造模式。随着公司产品远销海外,科华控股已经顺利进入全球多家知名涡轮增压器制造商的合格供应商名录,并与之形成了持续稳定的战略合作关系。
但是,同样企业难点随之而来。首先,高端客户群对订单交付质量和成本的控制等要求严格;其次,产品更新换代快,年度新品多达200多种,新推的产品价格必然高,但客户要求每年都降5%的成本;还有,多品种、小批量模式,客户订单波动大、要货计划不确定、质量上要求“0”缺陷;此外,一旦延期交付,就面临着巨额索赔和高昂的空运费用,并且,日益增加的人工成本也为企业的经营带来了巨大挑战。因此,公司急需转型,来面对随之而来的挑战与困难。

转型前准备
01
业务流程全面梳理
从源头开始梳理业务流程,采购、研发、财务、业务,由部门一把手主导。先确定本部门的工作流程,实现业务流程最优化;然后,由信息中心牵头,召集各业务部门,从公司整体进行协同考虑规划,将每个部门已经确定的流程,继续展开讨论,涉及跨部门的流程,重新归纳整合,全面会审,将最优的方案进行固化,并形成体系文件,将业务标准化、体系化。
02
自动化设备的导入
面对日益增长的人工成本,公司导入了相关的自动化设备。比如:桁架机器人,自动倒毛刺机等等,自动化的导入不仅仅降低的人工成本,从另外一个方面来说,对信息化的推动,也尤为重要。
举个简单例子,桁架机器人的应用,传统上,产线的投料产出都是人员手工统计,由于人的不确定性,导致每月盘点的数据差异性很大。上了自动化之后,我们对接桁架机器人,从设备中取数,避免了人为的出错,进一步确保的MES数据的准确性,为U9 cloud的账实相符奠定基础。
03
项目组团队的建立
作为信息化的推动,项目组的建立尤为重要,要求对公司的全业务流程要熟悉,在此基础上,要有一定的IT知识,通过IT和业务的融会贯通,全面推动信息化。所以,项目组采取了矩阵制的项目管理组织架构,选取了各个部门的精英,全面脱岗,进行项目建设,并由公司副总经理兼CIO全面统筹协调安排。
推行过程中,不定期的向董事长和总经理汇报,在让他们知悉项目进度的同时,更进一步对项目进行指导和支持。
04
IT的网络建设
纵观整个智能工厂建设蓝图,我们认为,后续的业务系统的大量使用,现有的网络结构是否可以承载如此多的业务系统?巨大的业务数据,如何更加有效的存储?特别是在多厂区协作模式下,如何确保数据不会延迟?这些需求对我们的网络设备提出了更高的要求。
所以,我们结合公司的现有情况,以及现有网络的技术方案,摒弃了传统的多服务器模式,采取了超融合的机房网络模式,最大程度上的利用现有资源,合理配置业务系统的运算数据。
05
5G专网建设
为了使得MES系统更加高效便捷,现场增加了很多的移动终端(PDA、PAD)。然而,传统的无线全覆盖,一次性投入巨大,不同辐射区之间偶尔会出现网络不稳定的情况,并且,后期维护无从下手。所以,公司从长远的角度开始考虑,与电信公司合作,通过共用UPF组网的方式,组建5G专网,基于5G高速率、低时延、多厂区共用的优点,大大的降低了我们无线建设的成本,进一步的助力了我们智能工厂的建设。

产业转型
为避免盲目投资,也因为项目存在的不确定性,我们首先制定了《信息化规划纲要》作为指导,同时采取局部试点,分步实施的路径。
首先在中关村厂区部署了智能制造MES系统。项目总投资近100万元,覆盖生产计划、生产管理、物料配送、异常监控、SOP、工料废、产线工资核算等各个方面,建立了生产指挥平台,进行生产任务全过程的计划管理、异常动态跟踪,解决了现场的管理痛点,实现生产过程全工位动态监控,提高了现场精益生产水平。
我们选择用友集团,并与其建立了战略合作伙伴关系,投资近1000万元,以U9 cloud+AIoT+MES+阿米巴+BI+SRM+PLM的多系统集成应用,构建了一体化智能管理体系。具体包含五大层级:
-
底层是以5G无线网络、服务器、数据库、安全和运维管理为核心的基础网络层; -
第二层是AIoT智能物联网平台,完成数据的采集、规则创建、协议解析、数据清洗、数据存储以及数据分析等应用; -
中间层是执行控制层,包含MES和智慧物流两大模块,对生产过程进行监测、控制、优化、调度和决策; -
第四层是运营管理层,包含U9 cloud、SRM、PLM、阿米巴、BI等模块,实现企业内外部业务的链接和协同; -
最上层是集团管控层,主要达成以管理者为视角的全面预算、全球合并、智能分析、企业绩效和风险内控等。
U9 cloud支持多组织管理,让所有组织都在同一个平台进行集团统一管理,集团公司与子公司之间的数据完全共享,跨组织业务流程审批完美达成,有利于管理效率提升和集团化管控。
借助U9 cloud,集团内部实现了交易结算、跨组织调拨,使降本增效落到了实处。财务部门可自助完成财务核算和对账工作,实现了核算会计向管理会计的转型。MES系统与AIoT智能物联平台的深度融合与无缝集成,使生产过程更为透明高效。制造方面实现了计划排程线上化、物料配送制、现场作业反馈及时化、生产看板可视化和异常管理无死角;设备方面实现了包含设备台账管理、设备数据收集、设备状态监控、异常预警报警、设备故障诊断、设备点巡检、设备维保、设备履历管理、OEE效率分析等的全面设备资产管理;质量方面实现了来料质检、生产首检、自检、巡检、成品检验的智能管控,建立了质量防火墙。
借助U9 cloud,我们打造了基于标准成本的阿米巴内部交易价及预算考核体系,建立了全局性的阿米巴管控架构。集团公司由三大工厂组成,其建立的虚拟法人业务相对独立,可独立接单,每个工厂可出具三大报表。三大工厂的事业体按照机加工、铸造大工段划分,每个事业体都可实现利润核算,生产阿米巴更是细化到产线、班组甚至每一个机台,每个生产阿米巴也可单独成完成利润核算。目前已设置事业体巴5个,部门巴54个,产线巴247个,三级阿米巴310个。U9系统通过接口取数和责任核算,得出每个阿米巴的利润表,使阿米巴核算的合理性提高了23%,内部市场化核算时间节约了3.5天,综合效率提升了30%。此外,系统能够灵活适应多组织管理和组织架构变化,进而通过体制机制变革、责权利配套,构建利益共同体,提高员工积极性,激发组织潜能。
聚焦生产现场的生产痛点,我们提出了智能工厂建设中的一大主流智能建设——智能生产。
智能生产①:营销、生产、交付全流程运行管控
打造一个“营销、生产、交付全流程”的管控系统,从客户的订单开始,一直到最终的回款,把每一个时间节点都标注出来重点管控,节点与节点之间无缝衔接,努力达到最短交期、最快回款。
智能生产②:推拉结合的分层计划体系,线上线下结合的滚动计划体系
面对客户的无限需求和公司的有限产能,及时准确掌握原料、设备、人员、模具等生产信息,应用多种算法进行高级排程,全面适应多品种、小批量的订单需求,达到资源最优,准时交付。通过应用推拉结合的计划排产模式,交期由原来的14天缩短为5-8天,大幅降低在制品库存。实践来看,“推拉结合的分层计划体系”是最适合于汽车行业的解决方案。
智能生产③:生产过程柔性化
科华控股搭建的柔性生产线,广泛应用智能装备,智能装备的占比已达90%,设备联网率达85%。在柔性生产线上,可以实现多品种、小批量的柔性切换、快速换线,从原有1条产线1个产品提升为1条产线最多生产10个产品。
智能生产④:生产过程质量可追溯
产品不良率从12%降低到7%,有效降低质量保障成本。从人工检测到在线自动检测,通过在线自动检测、报警和诊断分析,提升质量检验效率与准确率。数据采集与监视控制系统,实现生产工序数据跟踪及统计分析的无纸化和实时化。用激光二维码轻松实现单品序列号管理。
智能生产⑤:设备自管理
基于物联网平台,打造设备自管理能力,实现设备管理的数字化。状态可视化、故障预诊断、自动报警、调试修复,实现了预测性维护。设备管理从事后、事中提前到事前,设备OEE指标从50%提升到70%,维护成本下降15%。

转型成果以及规划
01
转型成果
通过公司信息化转型升级,我们切实取得了一些成果:
1.提高标准化水平:物料分类编码规则、BOM编制规范、物料唯一属性判断,梳理物料76676个,五大工厂BOM2万+。
2.业务流程优化:梳理并优化了流程109条,提高了流程制度的刚性原理。
3.智能工厂实时化:应用了39个MES系统APP,减少了人工点收、拣货、录入的差错,差错率降低了95%以上,实现了产品的质量追溯。
4.业财协同一体化:由分别独自下单、出入库,实现内部协同生单,效率提高一倍以上,同时减少了人为差错。
5.成本核算精细化:由原来单组织成本归集计算,改变为多组织成本,多产线阿米巴的成本精细管理。
6.计划排产优化:效率提升60%,计划错误率减少90%以上,开单传递时间减少50%以上。
7.实现AIoT:设备预警降低故障发生率约50%,故障处理及时率提升50%以上。
8.财务管理效率提升:结账合并报表,综合效率提升50%以上。
02
战略规划
公司决定通过数字化转型来改变现状,于是联合用友,基于工信部智能制造标准体系,绘制了智能工厂的建设蓝图,打造精益、柔性、绿色、高效的国内涡轮增压器零部件世界一流智能工厂。(如图)。
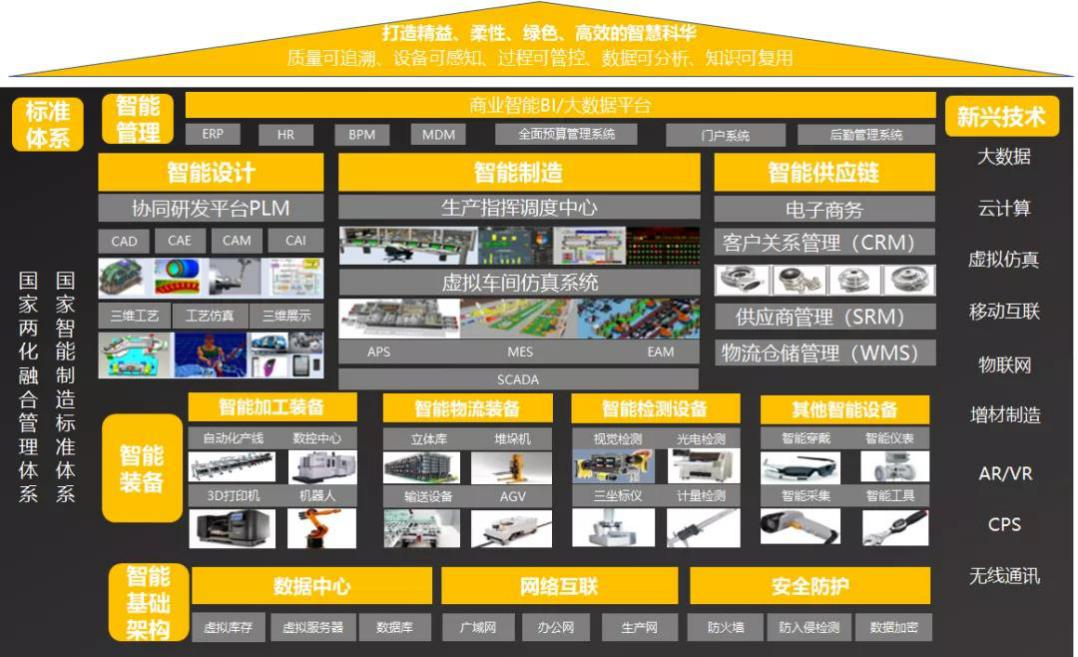
将ERP作为核心数据仓,集成对接MES、SRM、PLM等业务系统,形成各系统高度融合的信息化转型升级之路。

售前咨询
 400-6600-500
400-6600-500售后服务
400-6600-588
联系我们
 用友U9cloud
用友U9cloud公众号
 用友U9cloud
用友U9cloud视频号
 用友U9cloud
用友U9cloud商户合作
 用友U9cloud
用友U9cloud制造业社群







