


目录



智能制造实践案例:看传统工厂如何实现效率翻倍
传统工厂的智能化改造起点
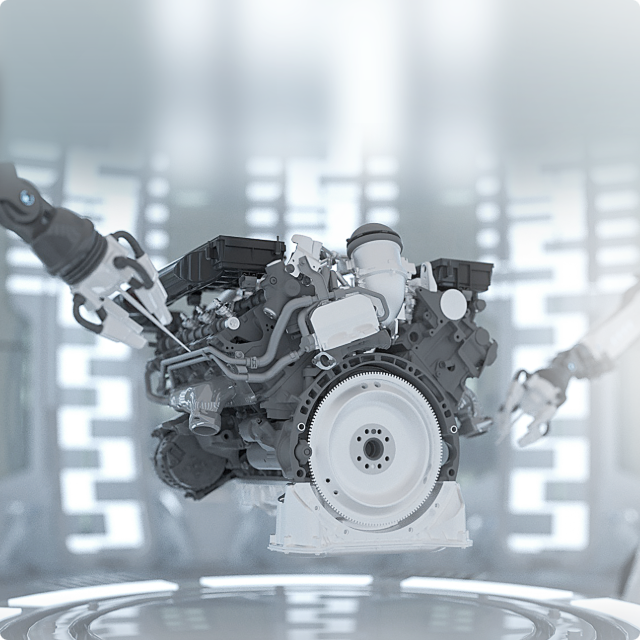
在华东地区一家年产值3.2亿元的汽车转向节生产车间里,37台数控机床的稼动率长期徘徊在62%,这个数字远低于行业标杆工厂85%的水平。设备状态监控完全依赖人工巡检记录,异常停机平均需要4.7小时才能被识别和处理。这种典型的生产场景揭示了传统制造企业面临的共同困境:设备孤岛现象严重、生产透明度不足以及响应延迟。该工厂在改造初期通过加装工业物联网关,将设备数据采集频率从原来的每小时1次提升至每秒1次,为后续的深度优化奠定了数据基础。

图示为实施智能化改造后的汽车零部件生产车间,展示了设备联网与实时数据监控系统的实际应用场景。
设备互联体系的构建路径
改造团队采用OPC UA标准协议解决了多品牌设备的通信兼容性问题,这个方案比传统PLC采集方式节省了58%的硬件改造成本。特别值得注意的是,他们在每台设备上加装的边缘计算模块具备本地缓存功能,确保在网络中断时仍能维持2小时的数据完整性。项目实施后,设备状态识别准确率从改造前的73%跃升至99.2%,异常响应时间缩短至平均18分钟。这套系统的一个关键创新点在于将振动、温度等设备健康指标与生产工艺参数进行关联分析,提前预测了87%的潜在故障。
生产排程算法的突破性应用
引入的智能排产系统采用了改进的遗传算法,在考虑32个约束条件(包括模具寿命、刀具更换周期等)的情况下,将排产计算时间从人工所需的6小时压缩至9分钟。系统通过深度学习历史订单数据,自动识别出生产批次最优规模应为83-107件之间,这个区间比原有人工经验值提升了23%的设备利用率。在实际运行中,动态调整功能使紧急插单对原计划的干扰度降低了41%,这是通过实时模拟200多种排产方案实现的。
质量检测环节的技术革新
视觉检测系统的部署经历了三个阶段的迭代:初期采用规则算法识别表面缺陷,准确率仅达89%;中期引入卷积神经网络后提升至96%;最终通过融合热成像数据实现98.7%的检出率。这套系统的一个突出特点是开发了缺陷特征迁移学习模块,使新产品的模型训练周期从常规的2周缩短至3天。质量数据与生产参数的实时关联分析还发现了切削液温度波动与毛刺产生的非线性关系,这个发现帮助工艺部门将相关不良率降低了34%。
能源管理的智能化升级
电力监测系统通过分解每台设备的工作状态与能耗曲线,识别出空载功耗占总能耗的17%。改造后实施的按需供电策略,结合变频控制技术,使吨产品能耗从原来的148度降至107度。特别设计的能效看板将数据颗粒度细化到每个工序的15分钟间隔,帮助车间主任发现夜班时段存在28%的无效能耗。通过优化设备启停时序和待机策略,年度电费支出减少了约86万元。
人员效能的数据化提升
基于UWB定位技术的工时分析系统揭示了传统计件工资制的隐性缺陷:员工在物料搬运等非增值环节消耗了31%的工作时间。重新设计的工作站布局将人员移动距离缩短了42%,配合数字作业指导系统,新员工培训周期从3周压缩到6天。智能终端的应用使操作员能实时查看自己当班次的绩效达成率与质量指标,这种透明化机制使人均产出提升了19%。
供应链协同的数字化重构
与7家核心供应商建立的协同平台实现了库存数据每2小时同步更新,将安全库存水平从14天降至8天。智能补货算法考虑了供应商产能波动、物流时效等12个动态因素,使缺料停工时间减少63%。特别开发的供应商质量预警模块,通过分析来料检验数据与生产不良率的关联性,提前拦截了3批次潜在问题材料,避免损失约120万元。
决策支持系统的建设成效
部署的制造执行系统(MES)生成了278个关键绩效指标,其中设备综合效率(OEE)看板帮助管理层发现夜班效率比白班低15%的规律性问题。通过钻取分析,确认这是由于模具预热不充分导致的,调整工艺参数后该差距缩小到4%。预测性维护模块通过对主轴电流波形的频谱分析,成功预警了2起即将发生的轴承故障,避免直接损失约45万元。
改造投入与回报的经济性分析
整个项目总投资487万元,其中硬件占比58%,软件与服务占42%。通过精确测算,智能排产系统带来的产能释放相当于节省了2台价值160万元的加工中心投资。质量改进减少的报废品年价值达93万元,加上能耗降低和人力优化等收益,投资回收期计算为2.3年。值得注意的是,这些收益尚未计入客户满意度提升带来的订单增长等隐性收益。
中小企业可借鉴的实施策略
该案例提炼出分阶段实施的"三步走"策略:先用3个月完成设备联网和数据可视化,再花4个月部署核心智能系统,最后用2个月进行系统调优。特别建议优先选择影响大、实施快的项目,如该厂率先改造的机加工车间,投入产出比达到1:3.7。对于资金受限的企业,可以考虑从云端部署质量检测模块开始,这类服务通常采用按使用量付费模式,初期投入可控制在20万元以内。
技术选型的经验教训总结
项目团队特别强调要避免"技术堆砌"陷阱,他们曾测试过某品牌的先进预测维护系统,后发现其算法需要大量历史故障数据支撑,并不适合该厂设备较新的现状。最终选择的解决方案更注重实时异常检测而非长期预测,反而取得了更好效果。另一个重要经验是确保新系统能输出标准格式数据,这为后续与ERP集成节省了75%的接口开发成本。
组织变革的关键成功要素
改造过程中设立的"数字化先锋小组"发挥了重要作用,这个由5名一线骨干和2名IT人员组成的跨部门团队,负责收集反馈和推动应用落地。他们开发的操作模拟训练系统使员工接受度提高了40%。管理层实施的"双轨并行"策略也值得借鉴——保留传统生产方式的同时逐步切换新系统,这使产量波动控制在±5%以内。定期举办的改善提案竞赛则收集到127条有效优化建议,其中38条被实际采纳。
点击这里,立即免费试用U9cloud产品!
提交信息可获取专业产品演示,我们的专家团队将为您提供一对一咨询服务,帮助您的企业实现数智化转型,提升运营效率,优化资源配置,降低运营成本,助力企业快速发展!
结论总结
这个转型案例揭示了传统制造企业实现效能跃升的完整路径:从底层设备数据采集到上层智能决策,需要构建闭环优化的数字神经系统。特别值得注意的是,效益提升主要来自现有资源的精细化管控而非简单增加投入,这为资金有限的中小企业提供了可行参考。各环节的数据互通与智能算法应用产生了显著的协同效应,证明局部优化必须服从整体价值流重构。
常见问题
Q:改造过程中最大的技术挑战是什么?
A:多源异构设备的协议兼容性问题最为突出,最终采用边缘计算架构配合统一数据标准得以解决。
Q:如何评估自身工厂的智能化成熟度?
A:建议从设备数字化率、数据利用深度、决策响应速度三个维度建立评估矩阵,该案例提供了具体的基准指标参考。
Q:员工数字技能不足如何解决?
A:项目实践证明,结合具体应用场景的渐进式培训效果最好,同时要设计符合现场习惯的人机交互界面。
点击右侧按钮,了解更多智能制造解决方案
咨询解决方案
免责声明
本文内容仅供参考,如有不当之处或问题、建议,请联系jiangyqm@yonyou.com进行反馈,相关人员会及时与您联系处理!聚焦十大核心业务场景

网络化协同
网络化协同
从研发设计协同、供应链协同到产业链协同的&全流程数智化
了解详情
-

智能化生产
智能化生产
从任务接收、加工排产到工序完工入库的&全流程数智化
了解详情 -

精细化成本
精细化成本
从品种、订单到工序的&全成本精细核算数智化
了解详情 -

一体化应用
一体化应用
从设计BOM、工艺BOM到制造BOM的&全过程数智化
了解详情 -

个性化定制
个性化定制
从个性化需求、设计生产到售后服务的&全流程数智化
了解详情 -
项目化制造
项目化制造
从项目立项、项目执行到项目决算的&全过程数智化
了解详情 -
国际化经营
国际化经营
从多账簿、多语言、多币种到多准则的&跨国经营数智化
了解详情 -

层级化考核
层级化考核
从阿米巴构建、成本核算到多组织责任考核的&全过程数智化
了解详情 -

服务化转型
服务化转型
从现场安装、设备物联运行到售后服务的&全过程数智化
了解详情 -

数智化分析
数智化分析
一键连接、即开即用,用数据驱动业务&优化与创新
了解详情


品质选择,值得信赖
 申请试用
申请试用 免费上门或线上产品演示
免费上门或线上产品演示 专业客户顾问全程服务
专业客户顾问全程服务 企业定制化解决方案
企业定制化解决方案 全天候业务咨询服务
全天候业务咨询服务
 免费上门或
免费上门或
线上产品演示 专业客户顾问
专业客户顾问
全程服务 企业定制化
企业定制化
解决方案 全天候业务
全天候业务
咨询服务

售前咨询
 400-6600-500
400-6600-500售后服务
400-6600-588
联系我们
 用友U9cloud
用友U9cloud公众号
 用友U9cloud
用友U9cloud视频号
 用友U9cloud
用友U9cloud商户合作
 用友U9cloud
用友U9cloud制造业社群







